




tna HELPS SNACK MANUFACTURER ACHIEVE NEW PRODUCTION HEIGHTS
company news | 9 mins read
April 6, 2016
 Algerian snack manufacturer Maravilla increased production capacity by 25 per cent by installing high performance customised solutions from tna, the leading provider of start-to-finish single source solutions for the snack industry. The replacement of an outdated manual process with optimised and automated conveying systems enabled Maravilla to achieve its primary goal of boosting production capabilities, while also fuelling company growth and improving overall profitability.
Algerian snack manufacturer Maravilla increased production capacity by 25 per cent by installing high performance customised solutions from tna, the leading provider of start-to-finish single source solutions for the snack industry. The replacement of an outdated manual process with optimised and automated conveying systems enabled Maravilla to achieve its primary goal of boosting production capabilities, while also fuelling company growth and improving overall profitability.
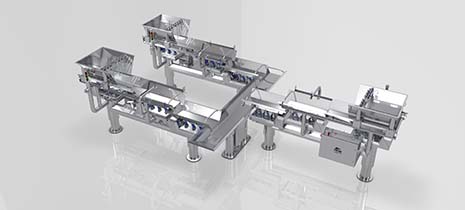
In light of the growing demand for snack products in the domestic Algerian market and overseas, Maravilla wanted to boost production capacity to ensure it stayed competitive in this dynamic sector. Working with tna, Maravilla integrated nine tna roflo® high throw vibratory conveyors, alongside three mini feeders into its potato/corn pellet line. The snack manufacturer also updated its current control systems by investing in cutting-edge integration technologies from tna. As a result of the installation of tna’s equipment, Maravilla now benefits from a more efficient production process and reduced plant downtime.
High quality conveyor solutions
In every production line, plant managers want to optimise the speed and performance of their manufacturing to ensure targets are met. Products therefore need to be processed more quickly and efficiently. Incorporating effective conveying equipment into production lines is critical to achieving this.
In addition to this manufacturing challenge, the company’s product range goes beyond simple potato snacks. It also produces potato-based snacks and light corn-based extruded snacks in a variety of sizes (mini, medium and large) and flavours (pizza, cheese and paprika seasoning) to name just a few. The snacks market is a thriving industry, particularly in Algeria, due to changing eating habits with more people favouring mini-size bags of chips, especially children.
To maintain and improve its production capabilities and overall efficiency, and to fully benefit from these emerging opportunities, Maravilla needed a high performance, flexible conveying solution that could be easily integrated alongside existing systems for a smoother distribution process. tna’s roflo VM 3 was the ideal solution to achieve the company’s production objectives and reach new heights of efficiency. Part of tna’s complete range of processing and packaging solutions, the high performance roflo vibratory conveyor offers a unique throw pattern. It incorporates an innovative reaction base design combined with an intelligent microprocessor, for a much greater stroke length at a lower frequency. This feature enabled Maravilla to improve throughput by 25 per cent and achieve a smoother transfer of its products throughout the process.
Due to increasingly stringent food safety regulations in the country, Maravilla was also looking to integrate a simple design system with smooth surfaces and no blind spots or areas where product and microorganisms could build up – to reduce the risk of cross-contamination. tna’s roflo VM 3 features no metal-to-metal bacteria build up areas and all conveyor trays are fully welded or scalloped, meaning Maravilla now benefits from reduced contamination risk. Additional components that require regular cleaning are also easy-to-remove to ensure the highest levels of hygiene, leaving the company with complete peace of mind. All tna conveying equipment in the new system is made from food grade stainless steel and has few moving parts where food can become trapped. This facilitates the cleaning process, keeping downtime to a minimum – vital for maintaining Maravilla’s productivity.
Tailored systems
In an effort to take efficiency to the next level, Maravilla was also looking for effective product transfer, highlighting the need for a system to link from its conveying system to its fryer. Taking the company’s requirements into account, tna implemented three tailored mini-feeders to facilitate smooth product transfer between systems. Via optical sensors, mini feeders monitor pellet levels to enable rigorous quality management in the hopper. For instance, when a low level of raw pellets is detected, the controls system immediately alerts plant managers of a problem on the line. This allows for quick action to rectify the problem. The intelligent design of these systems therefore minimises stoppages and increases simultaneous transmission between different components of the production line. As a result, Maravilla was able to maximise production capacity and overall efficiency of the entire production process.
Julien Amiaud – regional sales director at tna commented on the installation: “For the entire process to be successful, we conducted a complete analysis of Maravilla’s requirements. Any new equipment had to work with Maravilla’s current set-up while still achieving the production benefits the company was looking for. By working closely with the company, we produced a design that, in addition to adding efficiency advantages, would also fit seamlessly with the existing layout.”
Mohamed Abdesselam, managing director at Maravilla adds, “We’re delighted with the results of the installation. The incorporation of multiple tna roflo VM 3 and customised mini feeders fit perfectly with our existing production line. It has enabled us to reduce downtime by 25 per cent, as well as increase our production line speeds by 25 per cent ? a fantastic outcome for us.”
Total control from start to finish
Having installed a brand new distribution system into its existing production line, an additional requirement for Maravilla was improving process automation. However, integrating new technology into an existing production line can be challenging as existing technology requires careful configuration in order to optimise the production process. With increasing demand for its products from customers around the world, it was imperative that the company maximise its production line efficiencies to meet output targets.
Amiaud says: “One of the key requirements for an efficient line is communication between all equipment. Line integration is the first step towards operational efficiency as it ensures each component communicates effectively with the others. In the case of Maravilla, it was important that the new conveyors were synchronised with the current line so that all individual components can operate simultaneously at their highest level of performance.”
In keeping with those objectives, tna installed a fully integrated control system across Maravilla’s entire production line. Via a combination of programmable logic controller (PLC) systems and sensors, operators can now accurately control the speed at which the product is transferred from the feeder into the fryer and the optimum frying temperature, as well as having complete control of the operation of the seasoning system. This ensures the process only begins once the product is inside the drum and avoids unnecessary waste. With a PLC at the heart of the control system and a clear, concise Human Machine Interface (HMI) system providing machine status and production data, Maravilla experienced additional advantages including better workforce efficiency, improved product quality and enhanced product safety. For example, due to the installation of tna’s automation systems, operators at Maravilla can now monitor any unusual activity and react quickly and efficiently, before any further processes are affected, significantly simplifying operations and reducing the risk of human error.
“With the support of tna and the installation of its complete integration systems on our production line, we have been able to reduce process inefficiencies and simplify our operations, while maximising productivity,” said Abdesselam.
Turnkey solutions, full support and beyond
A turnkey approach covers everything from project management, design, manufacturing, installation, testing, training, after-market support and warranty services. Maravilla was looking for a provider that could take full responsibility for the entire project – from start to finish. At Maravilla, tna managed it all, from assessing the production site and its capabilities, to testing the equipment and integrating it to maximise the efficiency of the whole line. tna also helped select a number of performance indicatorsserved as a guide to Maravilla throughout the implementation of the project, with tna providing invaluable support above and beyond installing equipment.
“Partnering with a total solutions supplier such as tna helped us to easily resolve minor inefficiencies or inaccuracies such as machine configurations to adapt frying temperatures or seasoning applications, before the new machines were integrated into the production line. The team’s understanding of our challenges as well as its extensive expertise and knowledge provided us with support throughout every stage of the process, bringing new opportunities for our business as well as a new level of success,” comments Abdesselam.
Amiaud said: “Our 360-led approach and knowledge of the industry allowed us to come up with a solid plant optimisation strategy that fulfilled Maravilla’s key requirements. By handling every aspect of the project, from the pre-build to the installation and the monitoring, we’ve provided Maravilla with flexible, customised and efficient solutions to make sure the company’s objectives were exceeded.”
ENDS
About tna:
tna is a leading global supplier of integrated food packaging and processing solutions with over 14,000 systems installed across more than 120 countries. The company provides a comprehensive range of products including processing, coating, distribution, seasoning, inserting and labelling, weighing, packaging, metal detection and verification solutions. tna also offers a variety of production line controls integration & SCADA reporting options. tna’s unique combination of innovative technologies, extensive project management experience and 24/7 global support ensures customers achieve faster, more reliable and flexible food products at the lowest cost of ownership.
For further information, please contact: Michael Lea
TNA Australia Pty Ltd., 24 Carter Street, Sydney Olympic Park NSW, 2127, Australia
Tel: +61 412 366 379 Fax: +61 297 482 970
Email: [email protected] or visit: www.tnasolutions.com
Twitter: http://twitter.com/tnasolutions
For further press information, please contact: Emma Simms / Bérengère Vinsant
Barrett Dixon Bell Ltd., Craig Court, 25 Hale Road, Altrincham, Cheshire, WA14 2EY, UK
Tel: +44 (0)161 925 4700 Fax: +44 (0)161 925 4701
Email: [email protected] / [email protected]